Functions:
The traditional slitting machine adopts the electromagnetic power brake installed in rewinder to control surface tension of materials. Then it uses the motor to drive unwinder to pass current. In this way, it can adjust the resistance produced by the electromagnetic power brake and regulate torque. It can be applied to the stepless speed regulation which starts from zero speed to synchronous speed in small/medium power system. The strength of traditional slitting machine is to be passive equipment and can control smaller tension. However, the weakness is that it can't operate in high speed. When operating in high speed, the high temperature will be produced due to the electromagnetic power friction and cause the electromagnetic power brake to heat up and shorten the life.
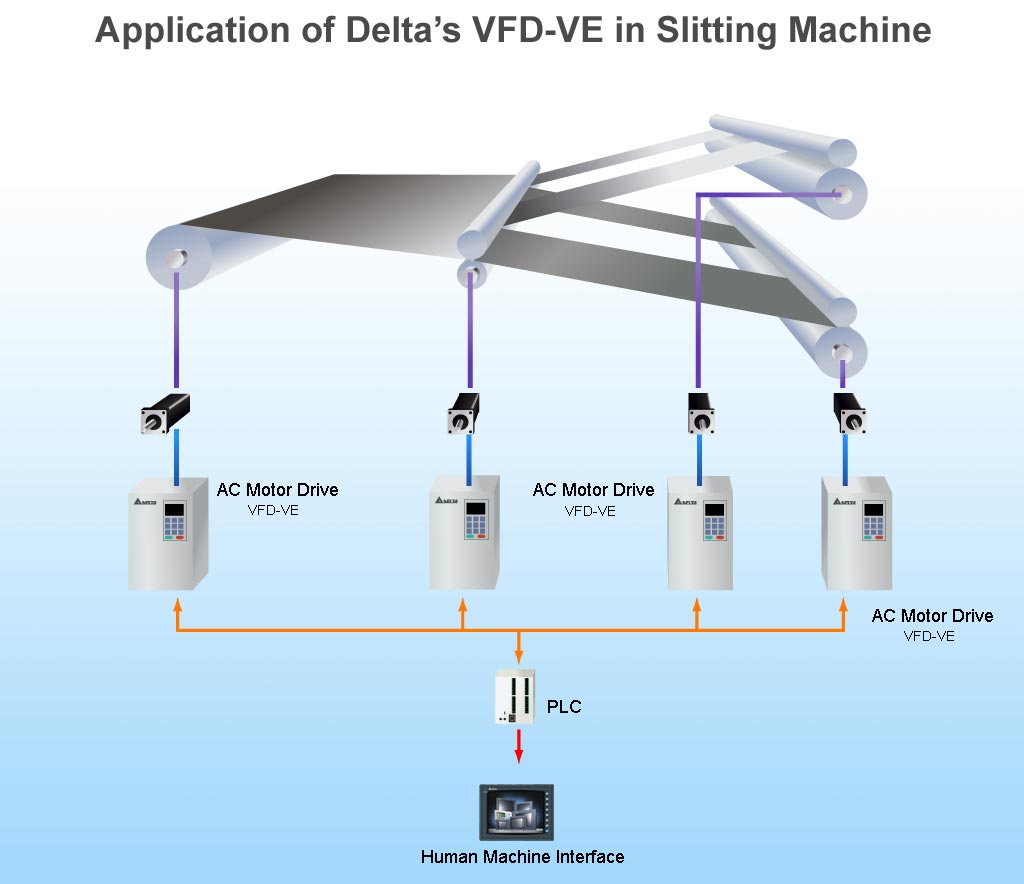
Application of Delta's VFD-VE in Slitting Machine:
This system structure is made up of Delta HMI and PLC. HMI is used for data/speed setting and operation interface. PLC is used for the procedure control and line speed output of slitting machine to be the master frequency source of pinch roller AC motor drive. The analog output of pinch roller AC motor drive is used for the output of operation frequency to give line speed of unwinder and upper/lower rewinder AC motor drive. It needs to use close-loop vector (FOC+PG) in tension open-loop mode.
Delta VFD-VE can be applied in tension control AC motor drive. The tension can be controlled by calculating the reel diameter of materials and controlling torque. VFD-VE gets the optimum tension control by dissipating friction and material inertial with inertial estimate.
For more information on Delta's VFD-VE series, please visit our website.
|